
 marzo
02
marzo
02
Etiquetas
BACKIONISATION AND RELATED FAILURES
The main purpose of aluminium powder coating is not only to protect the metal from corrosion, but also to provide a decorative finish through the colour and structure of the coating. Therefore, the appearance of visible defects in the coating layer is in most cases the main reason why the finished product does not reach the desired quality.
Backionisation, or backspray effect, is a relatively common defect in the application of powder coatings. In many cases this failure may be unknown to the applicator and in other cases confused with other defects of similar appearance such as the so-called wetting and cratering disturbances. All three defects have quite similar morphologies as they appear as uncoated areas on edges and other hard-to-reach areas and are found forming chain-like structures (see figures 1, 2 and 3). As with other powder coating defects, their identification and knowledge of the possible causes are essential to solve the problem effectively.
The causes of each of these defects and some recommendations on how to prevent their occurrence are given below:
Wetting Defect: The problem is mainly caused by the characteristics of the paint and the speed of polymerisation. This problem appears mainly in very low gloss and metallic powder coatings. The very low gloss paints have a permanence time in the liquid or gel state (gel-time) of less than 60 seconds. During this time, the coating does not have time to wet the surface of the profile properly, leading to the appearance of the problem. Metallic powder coatings also have a certain tendency to present this problem due to their higher viscosity.
The easiest way to eliminate this problem is to increase the gel-time of the coating, so that the paint becomes less reactive, additionally the percentage of flow agent can be increased. Sometimes it is possible to change the ramp-up temperature of the polymerisation oven so that the temperature rise rate is lower, thus increasing the time the paint remains in the gel state.

Figure 1. Image of a wetting defect.
Outgassing Defect: This defect also appears in coatings with reduced gel-time and/or high viscosities. In other words, a paint that presents wetting problems could present degassing problems. It is influenced, therefore, in the same way, by viscosity, reactivity, and the curve temperature of the polymerisation process. In general, the defect is smaller than in the case of wetting and is usually observed as bursts and bubbles (see figure 2). In this case, due to the very short time the paint is in the gel state, there is not enough time to eliminate water that has not been eliminated during drying and/or volatile compounds formed in the curing process itself. These gases are trapped in the paint causing the defect.
Sometimes the problem can be eliminated or alleviated by raising the drying temperature prior to paint application, or by modifying the ramp-up temperature of the curing oven. If this does not work, the paint should be reformulated to make it less reactive.

Figure 2. Image of an outgassing defect.
Backionisation Defect: Frequently occurs in metallic paints and depends mainly on the powder particle size and electrostatics. There are several possible causes for this defect and in many cases, it is the result of the combination of those causes.
- Too high voltage setting.
- Inappropriate distance between the spray gun and the workpiece. Usually, the gun is too close to the workpiece.
- Poor ground connection.
- Excessive paint film thickness.
Therefore, it is advisable to optimize and adjust the parameters of the paint booths (voltage, distance between the spray gun and the part, etc.) according to the parts to be coated, and to avoid excessively thick layers of paint. In addition, regular cleaning of the hooks and frames will provide an optimum ground connection that will prevent the problem from appearing in most cases. Sometimes, the problem can be solved by reducing the amount of paint recovered in the painting process. This increases the average size of the paint particles and therefore mitigates or eliminates the problem.
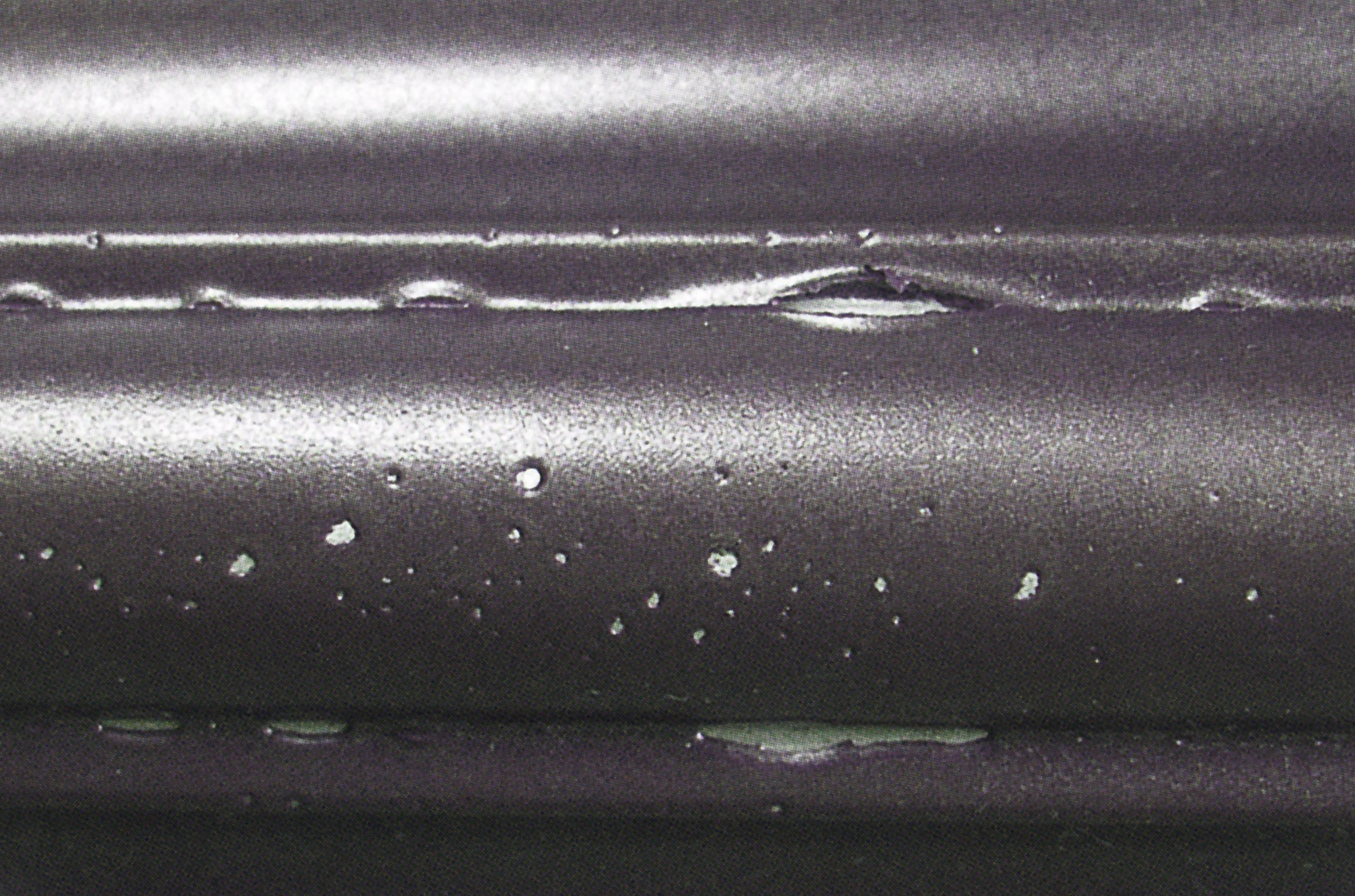
Figure 3. Example of the effects of backionisation on an aluminium profile (photo extract from the book: Powder coating: problems and their analysis – Author Judith Pietschmann).
