
Etiquetas
ECOSTRIP: El decapado ecológico puede ser eficiente
Tradicionalmente, el proceso de decapado de piezas metálicas o perfilería lacadas se ha llevado a cabo mediante el empleo de productos químicos formados por mezclas de disolventes. Estas formulaciones tenían como disolvente fundamental el diclorometano, ya que presenta una gran capacidad para disgregar y eliminar la pintura sobre superficies metálicas debido a su pequeño tamaño y a su alta presión de vapor. Por contra, el diclorometano es un disolvente tóxico, ya que es un agente carcinogénico de categoría 3. Por esta razón, en el año 2010, una resolución de la Unión Europea (Reglamento Nº 276/2010 anexo XVII) prohibió la comercialización de productos decapantes de pintura que contuvieran diclorometano a partir del 6 de diciembre de 2011, y el empleo de estos productos por parte de los profesionales a partir del 6 de junio de 2012.
Esta reglamentación ha provocado la sustitución de los decapantes clásicos basados en diclorometano por otros que no contengan dicha sustancia en su formulación. Algunas alternativas lanzadas al mercado contienen otros disolventes que, si bien no se encuentran actualmente prohibidos, no dejan de ser tóxicos para el ser humano o altamente peligrosos. Tal es el caso de la N-metilpirrolidona (NMP), agente químico clasificado como tóxico para la reproducción (R 61), o el 1,3-Dioxolano, altamente inflamable (R 11).
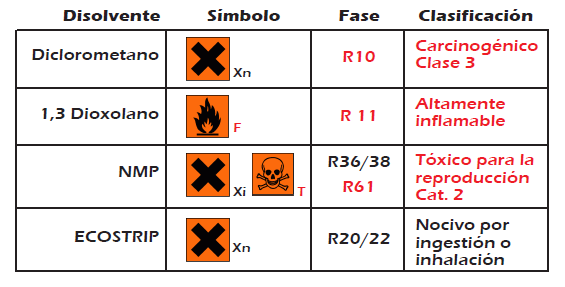
Figura 1: Tabla identificatíva de peligrosidad
Además de las consideraciones toxicológicas y de seguridad, nos debemos preguntar si esta nueva generación de productos decapantes es capaz de sustituir eficientemente a los productos clásicos basados en cloruro de metileno. La eficiencia de un decapante de pinturas se mide fundamentalmente por su velocidad de decapado y por su
rendimiento.
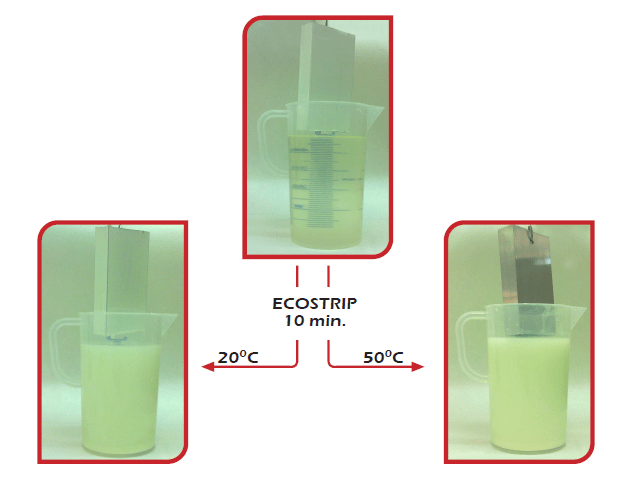
Figura 2: Muestra representativa de la velocidad y temperatura del decapante ECOSTRIP
Nuestro producto ECOSTRIP es un decapante exento de disolventes tóxicos e inflamables, apto para diferentes tipos de metales y pinturas. Cuando comparamos la velocidad de decapado del producto ECOSTRIP con un producto de decapado con diclorometano a 20 oC, observamos que la velocidad con el producto clásico de diclorometano es claramente superior (ver figura 3). Sin embargo, como se puede observar en la figura 2, la velocidad de decapado aumenta rápidamente con la temperatura. Así, a 45-55 oC, la velocidad de decapado es comparable a la de un decapante con diclorometano (10 minutos para 100-150 micras de pintura en polvo poliéster sin TGIC). Es importante resaltar que los decapantes basados en diclorometano no pueden trabajar en caliente debido a su bajo punto de ebullición.
El decapado con nuestro producto ECOSTRIP también se puede acelerar mediante el empleo de la tecnología de ultrasonidos (ver figura 4). Mediante la aplicación de ultrasonidos, la velocidad de decapado a 20 oC es comparable a la observada con los decapantes basados en diclorometano. Al aplicar ultrasonidos sobre un disolvente se generan microburbujas que finalmente implosionan dando lugar a una fricción con las piezas metálicas presentes en el baño de decapado. Este fenómeno se denomina cavitación y permite que el decapado sea especialmente eficaz en aquellas zonas de difícil acceso. Por otra parte, la fricción con las piezas provoca un calentamiento moderado del baño, pudiendo no ser necesario instalar calefacción incluso en aquellos casos en que la temperatura ambiente es cercana a 0 oC.
Otro beneficio del empleo de ultrasonidos frente a la calefacción con el decapante ECOSTRIP, es la posibilidad de comenzar a trabajar con altas velocidades de decapado desde el momento en el que se pone en marcha la fuente generadora. Una vez el proceso de decapado ha terminado, se puede apagar la emisión de ultrasonidos hasta la siguiente carga a decapar. Este hecho puede resultar muy interesante para los lacadores de perfilería industrial, ya que normalmente no aplican el proceso de decapado de forma continua. En estos casos, el empleo de ultrasonidos permitiría tener listo el material decapado en menos tiempo y con un menor consumo energético.


El consumo energético estimado en el caso de una cuba para decapado de perfiles de 6 m, con unas medidas de 7x 0,5 x 0,4 m , donde el volumen de decapado pueda alcanzar los 1000 litros, es de 4 kw/hora.
Si tenemos presente que en 15 minutos podemos decapar 120 micras de pintura poliéster sobre aluminio con el empleo de ultrasonidos, y que el precio medio de la energía es de 0,14 €/kw-hora, el consumo energético del proceso, de un lote de perfiles decapado
en los 1000 litros de la cuba será de: 4 Kw/hora x 0,14 €/ Kw-hora / 4 (15 minutos de decapado), lo que nos dará un coste estimado de 14 céntimos de euro.
Por otra parte, en aquellos casos en los que se precise decapar grandes espesores de pintura, como es el caso de ganchos y otros soportes empleados para sujetar las piezas a lacar, nuestro producto ECOSTRIP puede trabajar empleando ultrasonidos a altas temperaturas, reduciendo enormemente los tiempos de decapado.
El otro factor a tener en cuenta a la hora de evaluar la eficiencia de un decapante es su rendimiento, esto es, su consumo expresado en kg o euros consumidos por cada metro cuadrado de material procesado. Como se puede observar en la figura 5, en condiciones de mantenimiento, es decir, con filtración y regeneración, el decapante ECOSTRIP presenta un menor consumo (kg/m2) que un decapante clásico con diclorometano. Esta diferencia de consumo se debe fundamentalmente a las elevadas pérdidas por evaporación del diclorometano en los decapantes clásicos. Por tanto, es importante tener en cuenta que aunque el precio de los decapantes alternativos, al contener disolventes de mayor precio, son más caros, el proceso de decapado con nuestro producto ECOSTRIP tiene un coste similar al proceso clásico empleando decapantes con diclorometano (ver figura 6).


