
 abril
24
abril
24
Etiquetas
NANOPAINTing®: UNA ALTERNATIVA ECOLÓGICA AL FOSFATADO
Tradicionalmente las superficies metálicas de zinc, zamak, acero y acero galvanizado, empleadas ampliamente en la industria del mobiliario de oficina, de accesorios domésticos y automoción han sido tratadas en disoluciones de diferentes sales de fosfato como acondicionamiento o pretratamiento previo a la aplicación de una pintura. El objetivo de este pretratamiento, denominado fosfatado, es aumentar la adherencia a la pintura y mejorar el comportamiento del material frente a la corrosión.
Debido a la influencia negativa que los fosfatos tienen en el proceso de eutrofización de las aguas (proliferación masiva de algas), en los últimos años, principalmente en EEUU, se ha restringido el vertido de fosfatos en las aguas residuales. De igual forma el parlamento europeo aprobó en el año 2007 una serie de leyes cuyo objetivo principal es eliminar en un corto periodo de tiempo el vertido de fosfatos en las agua residuales. Este hecho ha impulsado la búsqueda de pretratamientos alternativos al proceso clásico de fosfatado con productos que siendo respetuosos con el medio ambiente permitieran llegar a los mismos estándares de calidad.
En los últimos años han surgido numerosas alternativas al proceso de fosfatado, siendo las más importantes aquellas relacionadas con productos que emplean metales de transición como zirconio, titanio y vanadio. Actualmente pretratamientos con zirconio y titanio han reemplazado en gran medida al cromo, para el pretratamiento del aluminio. Sin embargo el empleo de este tipo de productos ha presentado en su aplicación sobre otros metales, como el acero o hierro, ciertos problemas prácticos, de entre los que cabe destacar la mayor tendencia a la formación de oxido del material pretratado.
El producto NANOPAINTing®, forma parte de una nueva generación de productos ecológicos alternativos al fosfatado, que ha conseguido solventar aquellos aspectos negativos que hacían que las primeras generaciones de productos alternativos no hubieran sido capaces de sustituir eficazmente al proceso clásico de fosfatado.
NANOPAINTing® es un producto líquido apto para el pretratamiento de aceros, aceros galvanizados y electrozincados, aluminio, zinc y zamak. NO contiene fosfatos, y tampoco contiene metales pesados como níquel, manganeso o zinc. Además de las implicaciones medioambientales, el salto desde el viejo proceso de fosfatado a la nueva tecnología que ofrece reporta un gran número de importantes ventajas.
- En primer lugar, eliminará o minimizará los problemas derivados de la formación de lodos.
- Por otra parte el cambio le permitirá ahorrar energía ya que puede trabajar a temperatura ambiente. Además al trabajar a más baja temperatura se reducirán los problemas derivados de la formación de depósitos de cal en cubas, tuberías, etc…
- Podrá disminuir la cantidad de agua empleada en la renovación de los enjuagues debido a que trabaja a menor concentración.
- Es más versátil que el pretratamiento a base de fosfatos ya que permite tratar de forma simultánea aluminio, zinc, zamak y diferentes tipos de acero. Esta última característica resulta especialmente interesante para aquellos lacadores que pinten piezas o accesorios de distinta naturaleza.
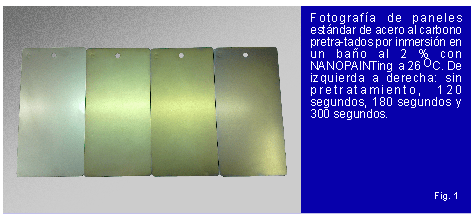
Con el producto NANOPAINTing® se obtiene una capa de conversión nanocerámica de coloración variable en función del metal a pretratar y del espesor de la capa de conversión (figura 1). Las capas obtenidas presentan una excelente base de adherencia para todos los recubrimientos orgánicos y muy buenas propiedades de pasivación.
Como se puede observar en las figuras 2 y 3 con el empleo del producto NANOPAINTing® en combinación con una pintura en polvo poliéster sin TGIC es posible superar 800 horas de niebla salina neutra (ISO 9227). Este resultado es muy superior al obtenido con un pretratamiento clásico de fosfato de hierro y comparable en muchos casos al complejo y delicado pretramiento de fosfatado de zinc.

Figura 3. Fotografía de paneles estándar de acero al carbono pretratados y recubiertos con pintura en polvo poliéster sin TGIC.
Izquierda: Probeta pretratada por inmersión en un baño al 2 % con NANOPAINTing® durante 120 segundos a 25 ºC, después de 800 horas en Niebla salina neutra (ISO 9227).
Derecha: Probeta pretratada por inmersión en una disolución al 4 % de un producto clásico de fosfato de hierro durante 300 segundos a 50 ºC, después de 400 horas en Niebla Salina Neutra (ISO 9227).

Tal y como se muestra en la figura 4 para poder realizar el cambio al producto NANOPAINTing® únicamente se requiere de una línea de pretratamiento ya sea por inmersión o por aspersión de 4 o 5 etapas (ideal 5 etapas) y de un equipo de agua desmineralizada u osmotizada.
En casos concretos dónde se disponga de menos de cuatro etapas y el material a pretratar no presente una suciedad excesiva, se podría añadir un aditivo tensioactivo sobre el mismo baño de forma que en el mismo proceso se acondicionara o limpiara el material y se depositará la capa de conversión.
Además, al sustituir el fosfatado por NANOPAINTing® en una línea de pretramiento, la cuba o posición que era empleada como enjuague final de agua desmineralizada u osmotizada se podría emplear como cuba para NANOPAINTing® ya que los tiempos de pretratamiento son cortos y no se requiere temperatura.

1.Desengrase alcalino (30-50 ºC)
2.Enjuague agua de red
3.Enjuague agua desmineralizada en recirculación con el equipo de agua
4.NANOPAINT® (temperatura ambiente)
5.Enjuague agua desmineralizada en cascada con la etapa
