
 enero
14
enero
14
El Bastidor
Podemos considerar que en cualquier Planta de Anodizado, el rectificador y su correspondiente equipo de frío son el corazón de la instalación, pero ¿de qué sirve este corazón si no es capaz de transportar su energía a un perfil de aluminio, ya que en el camino se encuentra con un bastidor inadecuado?
La función del bastidor no es otra que transportar la corriente y realizar este transporte eléctrico con la menor resistencia posible, todo ello a través de una estructura mecánica que soporte la carga de los perfiles o chapas de aluminio.
Inicialmente, y para resolver estas dos exigencias, algunas empresas construyeron un bastidor de hierro, acoplando unas pletinas o tubos de cobre para el transporte de la corriente, y que por su rigidez garantizaba el cumplimiento de estos requisitos.

Pronto, los anodizadores se dieron cuenta de que el hierro no es el material idóneo para trabajar con un bastidor en una planta de anodizado. La alternativa al cobre y al hierro fueron unos conjuntos de pletinas de aluminio, construidas con travesaños o soldaduras entre ellas, con la intención de obtener así la rigidez necesaria para el transporte.
Actualmente hemos dado un paso adelante y con la subida de la potencia de los rectificadores, situados entre los 12.000 y 20.000 amp., las pletinas de aluminio con soldaduras han sido sustituidas por perfiles estructurales. Existen cuatro tipos de perfiles estándar, que varían de forma considerablemente de dimensión en función de cómo se trabaja:
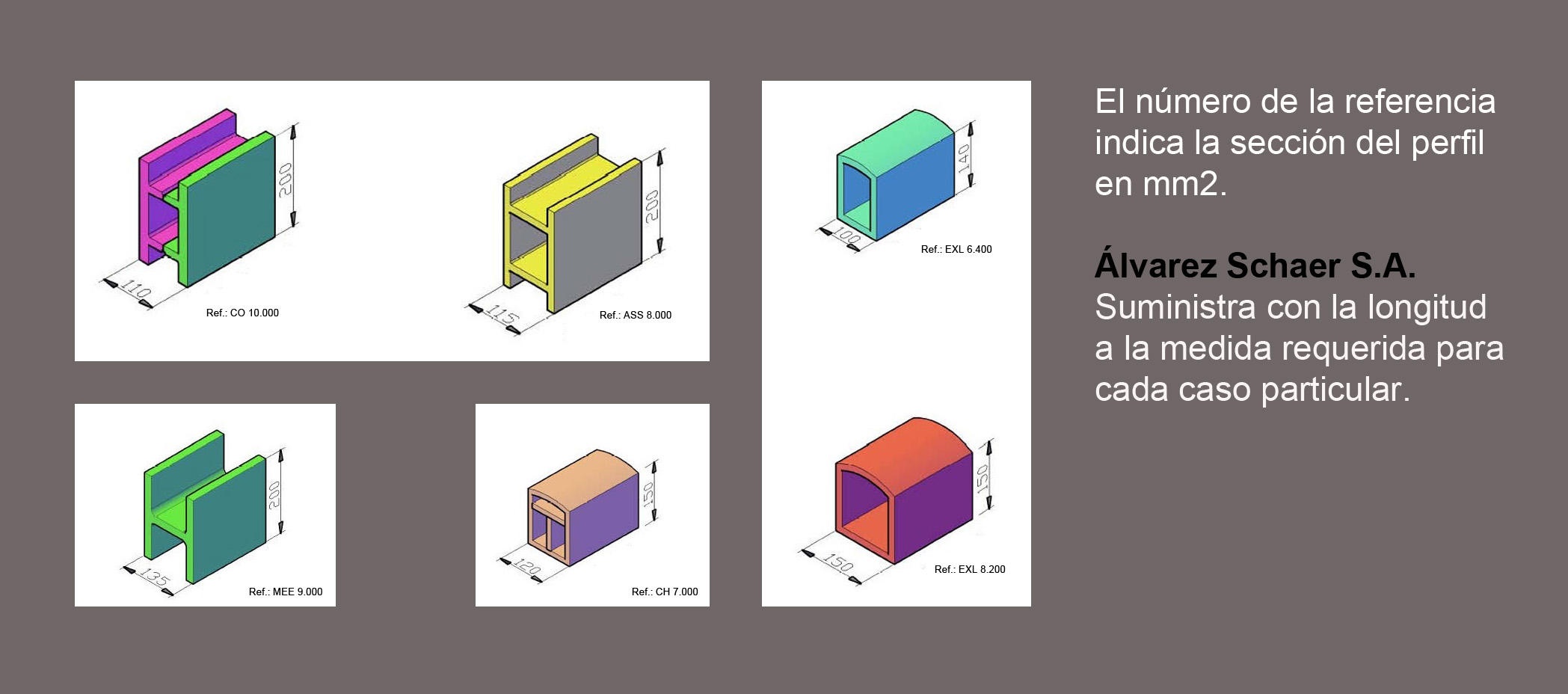
En la elección de bastidores es determinante la consideración de la entrada de corriente, la sección del aluminio, la longitud de la cuba y el diseño de la estructura. Para una mejora apreciación de estos factores, vamos a verlos con detalle.
1.- La entrada de corriente:
Las directrices Qualanod establecen que la temperatura de los contactos en la zona de entrada de la corriente no debe superar los 30º C sobre la temperatura ambiente. Para cumplir con estas directrices debemos elegir una sección de paso de corriente adecuada, pero al mismo tiempo hay que evitar cualquier resistencia eléctrica que se pueda producir en la superficie del aluminio.
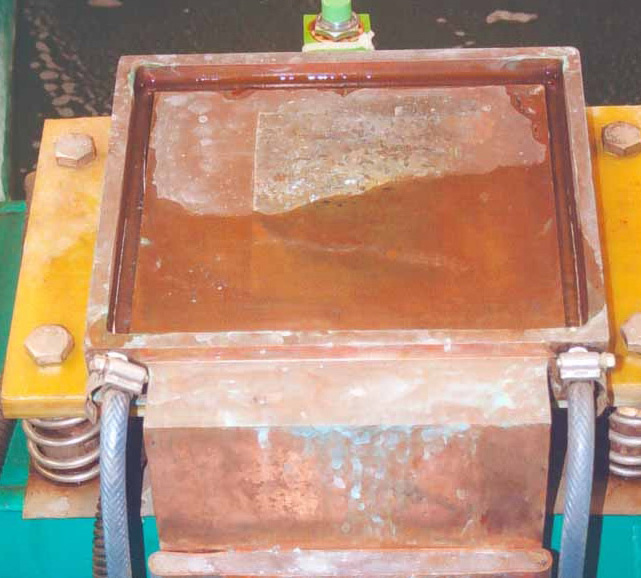
Por su naturaleza, el aluminio forma una capa de óxido natural que es aislante y puede llegar hasta 3 nm (nanómetros). La corriente busca su entrada al bastidor y con el tiempo puede dañar esta zona de contacto produciendo quemaduras e incluso agujeros, tal y como se muestra en la imagen.

Contacto aluminio
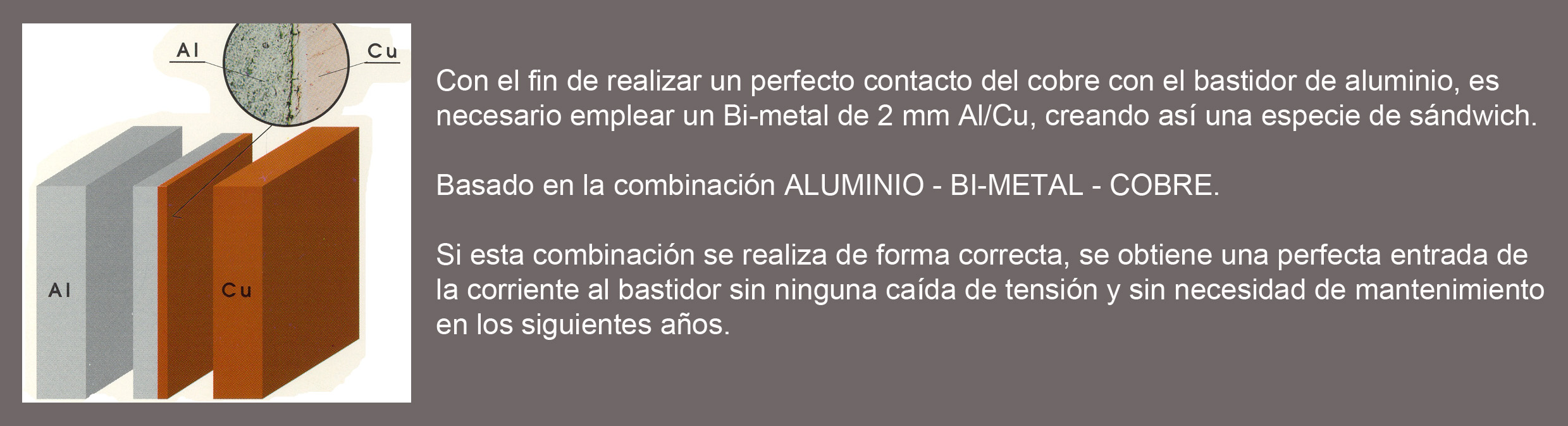
Dado que no es posible realizar una coloración por interferencia en estas condiciones, tendremos que evitar esta resistencia en la zona de entrada de la corriente, y ello se puede conseguir protegiendo el bastidor con una placa de cobre de las mismas dimensiones que tiene el contacto eléctrico que transmite la corriente al bastidor.
Los contactos eléctricos generalmente son de cobre, ahora bien si en una instalación aún se utilizan de aluminio, es aconsejable cambiarlos lo antes posible. La entrada de corriente al bastidor puede ser lateral si se emplean contactos autotensores, tal y como se muestra en la siguiente fotografía, o bien por debajo del bastidor como en la fotografía 4.

Contacto autotensor
Fotografía 4
Otra alternativa válida, aunque más costosa debido al precio del Bi-metal, es soldar éste directamente sobre el bastidor, con un grueso total del Bi-metal de aproximadamente 20 mm. Además, se ha de tener en cuenta que no es una solución definitiva, tal y como se muestra en la siguiente imagen.

O bien por debajo del bastidor como mostramos en esta fotografía.
La entrada de corriente por un lado o por ambos lados del bastidor depende en gran medida de la instalación y de la producción prevista. Si ustedes quieren producir plata mate o colores electrolíticos basados en nuestra tecnología Elcosan DC/AC es indistinto, ya que las diferencias en la formación de la capa barrera y hasta 5 micras en la capa anódica, se igualarán en la coloración electrolítica por nuestra tecnología Elcosan®.
Situación muy diferente se plantea si la pretensión es la de coloración por interferencia, donde, por nuestra amplia experiencia, aconsejamos claramente la entrada de corriente por ambos lados. El motivo no es otro que asegurar unos colores más precisos e igualados en una misma carga, reduciendo además el rechazo en la interferencia.
Es frecuente, en la práctica, que algunos fabricantes de instalaciones de anodizado construyan sus instalaciones con la entrada de corriente por un lado, lo cual es más económico pero dejan un problema para el futuro, especialmente si algún día tienen previsto aplicar las tecnologías de interferencia.
2.- La sección del aluminio
La elección del bastidor está directamente relacionada con la potencia del rectificador. La conductibilidad del aluminio comparado con el cobre es prácticamente la mitad y depende de la aleación y del temple, para una aleación con un máximo de 1,5% de aleantes, su conductibilidad es de un 55% comparado con el cobre y en el caso de un 1,0% de aleantes es del 59%. Por ejemplo, la aleación 6060 tiene un máximo de 2,15% de aleante, algo inferior a la del 6063 que tiene un 2,5%.
Atendiendo a estas razones aconsejamos la aleación 6060 como el material más adecuado para la extrusión de un bastidor. En la práctica, debemos calcular el aluminio con un paso de corriente máximo de 1,0 A/mm2 de sección. Basado en esto, debemos elegir una sección 10.000 mm2 si el rectificador tiene una potencia de 20.000 amp y tiene prevista una entrada por ambos lados, o una sección de 20.000 mm2 si la entrada es por un lado, todo ello a fin de evitar el estrangulamiento de la corriente.
3.- La longitud de la cuba
La longitud del bastidor depende directamente de la de la cuba del anodizado. Es habitual que las cubas de una planta de anodizado para perfiles de aluminio destinada al a construcción, se sitúen entre 700 y 900 cm de espacio libre, llegando en algunos casos a medidas muy superiores. Debido a esta longitud es importante elegir un bastidor con un diseño adecuado que reduzca el fleje y presente una estabilidad en la manipulación de la carga. Es inevitable, en algunos casos, la ampliación de la sección mínima necesaria para el transporte de la corriente que cumpla con las exigencias mínimas estructurales de un bastidor.
4.- El diseño de la estructura del bastidor:
Podemos considerar un diseño moderno de bastidores el basado en los modelos EXL 6400, EXT 8200 y CH 7000. En estos bastidores tubulares no se acumula suciedad, al contrario de lo que sucede en los bastidores con forma de H que requieren de una limpieza semanal.
Las nuevas tecnologías de la coloración por interferencia también aconsejan tomar precauciones con la extrusión del perfil estructural. Es conveniente realizar la extrusión del bastidor utilizando un solo tocho y no enlazar varios a lo largo del proceso de extrusión. Desde el punto de vista técnico esto no presenta problemas ya que hoy en día existen prensas en España de 6000 TM que utilizan tochos de 520 Kg útiles, lo que permite, en la práctica, la extrusión de un bastidor de cualquier longitud en una sola tirada.
