
 junio
28
junio
28
Etiquetas
LA RETROIONIZACIÓN Y OTROS DEFECTOS RELACIONADOS
El objetivo principal del lacado en polvo del aluminio es, además de proteger el metal de la corrosión, ofrecer un acabado decorativo mediante el color y estructura del recubrimiento. Por tanto, la aparición de defectos visibles en la capa de pintura suele ser en la mayoría de los casos la causa fundamental de que el producto acabado no alcance la calidad deseada.
La retroionización o los efectos del retroceso en polvo es un defecto relativamente común en la aplicación de pinturas en polvo. En muchos casos este defecto puede ser desconocido para el aplicador y en otros casos confundido con otros defectos de aspecto similar como son los denominados defectos de humectación y desgasificación. Los tres defectos presentan morfologías bastante similares ya que aparecen como áreas no cubiertas de pintura en aristas y otras zonas de difícil acceso y se encuentran formando estructuras en forma de cadenas (ver figuras 1, 2 y 3). Al igual que ocurre con otros defectos del lacado en polvo su identificación y el conocimiento de las posibles causas resultan esenciales para resolver el problema eficazmente.
A continuación exponemos las causas que provocan cada uno de estos defectos y algunas recomendaciones para poder evitar su aparición:
Defecto de Humectación: El problema tiene fundamentalmente su origen en las características de la pintura y la velocidad de polimerizado. Este problema aparece fundamentalmente en pinturas de muy bajo brillo y también metalizadas. Las pinturas de muy bajo brillo, presentan un tiempo de permanencia en el estado líquido o gel (gel-time), inferior a 60 segundos. En este tiempo la pintura no tiene tiempo a mojar correctamente la superficie del perfil dando lugar a la aparición del problema. Las pinturas metalizadas también tienen cierta tendencia a presentar este problema debido a su mayor viscosidad.
La forma más sencilla de eliminar el problema es aumentando el gel-time de la pintura, de esta forma la pintura se hace menos reactiva, adicionalmente se puede aumentar el porcentaje de agente de flow. En ocasiones es posible cambiar la rampa de subida de temperatura del horno de polimerizado, de forma que la velocidad de subida de temperatura sea menor, aumentando así el tiempo en que la pintura permanece en el estado gel.

Figura 1. Imagen de un defecto de humectación.
Defecto de Desgasificación: Aparecen también en pinturas con gel-time reducido y/o altas viscosidades. Es decir, una pintura que presenta problemas de humectación podría presentar problemas de desgasificación. Está influido, por tanto, de la misma manera, por la viscosidad, reactividad, y la curva de temperatura del proceso de polimerizado. En general el defecto es más pequeño que en el caso de la humectación y se suelen observar cómo explosiones y burbujas (ver figura 2). En este caso, debido a los tiempos tan cortos en que la pintura se encuentra en el estado gel, no hay tiempo suficiente para que se eliminen restos de agua que no han sido eliminados en el secado y/o compuestos volátiles formados en el propio proceso de curado. Estos gases quedan atrapados en la pintura provocando el defecto.
En ocasiones el problema puede ser eliminado o paliado subiendo la temperatura de secado previa a la aplicación de la pintura, o modificando la rampa de subida de temperatura del horno de polimerizado. Si esto no da resultado, debe reformularse la pintura para hacerla menos reactiva.

Figura 2. Imagen de un defecto de desgasificación.
Retroionización: Ocurre con frecuencia en pinturas metalizadas y depende fundamentalmente del tamaño de partícula de polvo y de la electrostática. Las posibles causas de estos defectos son varias y en muchos casos son consecuencia de la suma de varias causas.
- Ajuste del voltaje demasiado alto.
- Distancia inapropiada entre la pistola y la pieza. Normalmente la pistola se encuentra demasiado cerca de la pieza.
- Toma de tierra precaria.
- Espesor excesivo de la película de pintura.
Por tanto resulta aconsejable optimizar y ajustar los parámetros de las cabinas de pintura (voltaje, distancia entre la pistola y la pieza, etc) en función de las piezas a recubrir, así como evitar capas de pintura excesivamente gruesas. Además la limpieza regular de los ganchos y bastidores nos proporcionará una toma de tierra óptima que nos evitará la aparición del problema en la mayoría de los casos. En ocasiones el problema puede ser solucionado, disminuyendo la cantidad de pintura recuperada en el proceso de pintura. De esta manera se consigue aumentar el tamaño promedio de las partículas de pintura y por tanto, mitigar o eliminar el problema.
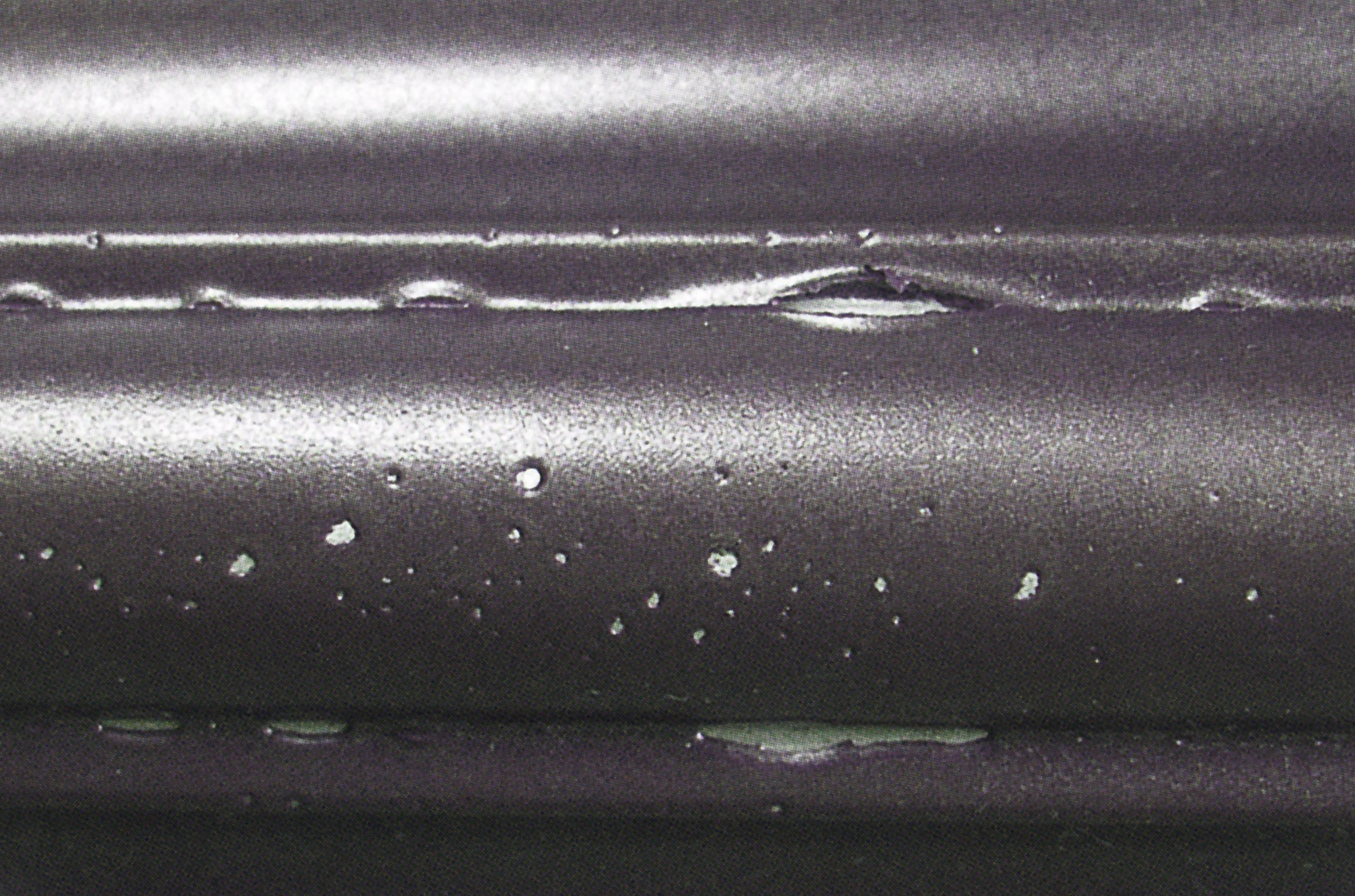
Figura 3. Ejemplo de los efectos de la retroionización en un perfil de aluminio. (recorte foto del libro: recubrimiento en polvo: problemas y su análisis – Autora Judith Pietschmann)
